24-hour hotline:+8613662168047


Keyword search: battery plant , lithium battery factory , power bank works , lifepo4 battery mill , lithium forklift battery manufacturer
Preview of this issue
Starting from the main operating process of the battery thermal runaway experiment, briefly explain the operating points and qualification determination methods of each step, ensuring that users ultimately obtain effective experimental data.

preface
To ensure the safe use of lithium-ion batteries, it is necessary to obtain the characteristic parameters of battery thermal runaway as the design input of the battery thermal management system, in order to achieve prevention and early warning of battery thermal runaway.
At present, the testing of thermal runaway of lithium batteries in the industry mainly relies on the battery adiabatic calorimeter (ARC). This instrument can measure the adiabatic temperature rise curve of battery self release and obtain characteristic parameters such as battery self release starting temperature (Tonset), thermal runaway starting temperature (TTR), maximum temperature (Tmax), pressure relief temperature (TV), maximum temperature rise rate (dT/dt) max), and maximum pressure rise rate (dP/dt) max).
At present, there is no unified technical standard or specification for the thermal runaway and adiabatic thermal testing method of lithium batteries. The testing process recommended by various instrument manufacturers at home and abroad is roughly the same, but factors such as sample preparation, parameter selection, and operational standardization during the specific execution of the experiment can have a certain impact on the test results.
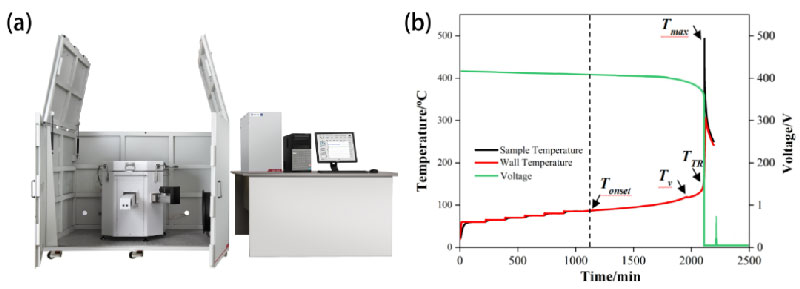
Figure 1 (a) BAC-420A Large Battery Insulation Calorimeter and (b) Typical Data of Battery Insulation Thermal Loss
Testing process
The key steps of battery thermal runaway insulation testing are shown in the following figure, and accurate and reliable test results are based on the correct operation of each step.
Key points of operation
1. Sample preparation
Perform preparatory work including battery surface treatment, SOC adjustment, and information recording. The experimental points of this step are as follows:
(1) Battery surface treatment: the surface is thoroughly cleaned; For hard shell batteries, the PET blue film with poor surface thermal conductivity can be removed, and thermocouples can be more tightly attached to the battery surface;
(2) Activate and control the SOC of the battery according to the prescribed methods, and prevent false connections or short circuits during the charging and discharging process;
(3) Register basic data including battery quality and voltage, and retain image information.
2. Temperature difference baseline calibration
Since there may be tiny temperature distribution in the calorimeter cavity, in order to prevent the calorimeter cavity wall from overheating or underheating the sample during the adiabatic tracking phase and ensure the precise adiabatic environment in the cavity, it is necessary to use an aluminum standard block of the same size as the battery as the battery equivalent, and use the "temperature difference baseline" mode of the instrument to calibrate the temperature dependence of the furnace wall sample temperature difference; The experimental points of this step are as follows:
(1) Sample installation
1) Without special requirements, the sample thermocouples are all pasted at the center point of the large surface of the sample;
2) Mount the sample using a sample holder or suspension, and try to maintain the relative position of the aluminum block and the battery sample in the furnace cavity as consistent as possible.
(2) Experimental parameter settings
1) The recommended temperature range for the experiment is between 50 ℃ and 200 ℃, ensuring that the Tonset detection value falls within this range as much as possible to avoid false detection;
2) Controlling the step size of step heating at 25 ℃ or below, increasing the number of constant temperature steps is beneficial for improving calibration accuracy;
3) Choose a constant temperature time based on the size of the aluminum block. If the constant temperature time is insufficient, the sample temperature cannot reach a stable state, which will affect the effectiveness of temperature difference baseline calibration. The recommended constant temperature time (min) is generally 50+40 × Aluminum block mass (kg).
3. Temperature difference baseline verification
Distribute the temperature difference baseline calibration file to the software backend, and then conduct experiments again using aluminum blocks in "HWS" mode. The insulation characteristics of the calorimetry system are determined by the temperature rise of the aluminum block during the temperature balance stage, in order to verify the effectiveness of the calibration file. The experimental points of this step are as follows:
Qualification criteria for calibration documents
Calculate the temperature rise rate of the aluminum block after each step reaches the temperature equilibrium stage. As shown in Figure 4a, if the temperature rise rate of each step is within a range far below the detection threshold, it can be determined that the calibration file is qualified, indicating that the sample is in a relatively strict adiabatic environment. Under the detection threshold condition of 0.02 ℃/min, the Tonset point of the battery can be accurately determined, and the possibility of misjudgment or obvious deviation is low.
As shown in Figures 4b and 4c, both are unqualified cases. The temperature rise rate of each step of the aluminum block in Figure 4b is too high, indicating the presence of overheating on the wall surface of the sample. Conducting battery experiments may cause Tonset points to be detected in advance before the battery begins to self release heat. In this case, it is necessary to recalibrate the temperature difference baseline by extending the constant temperature time or other means; The sample size corresponding to Figure 4c is very small and the thermal inertia is too low. Therefore, the weak temperature field disturbance in the furnace cavity leads to drastic fluctuations in the temperature rise rate of the sample, resulting in a high probability of Tonset misdetection during battery experiments. It is recommended to replace the instrument suitable for small cell detection in the above situation for testing.
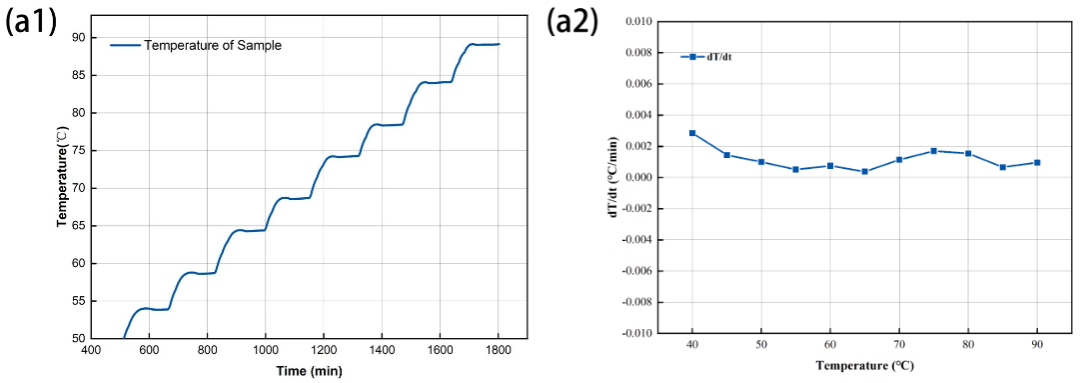
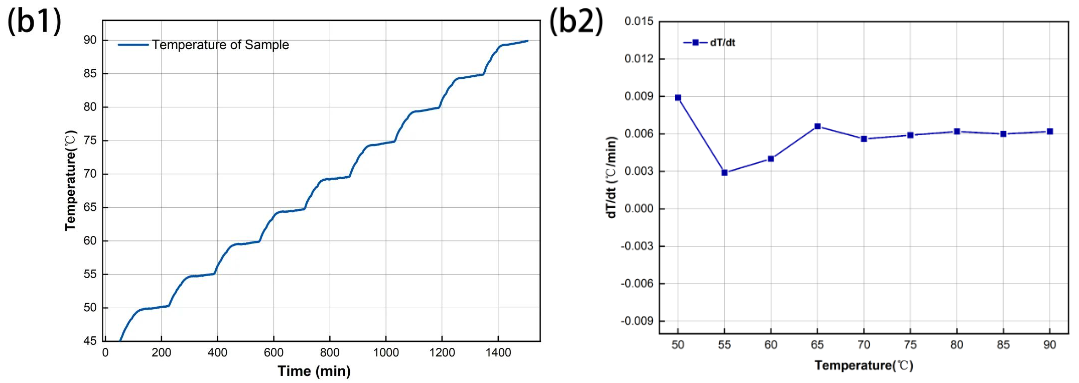
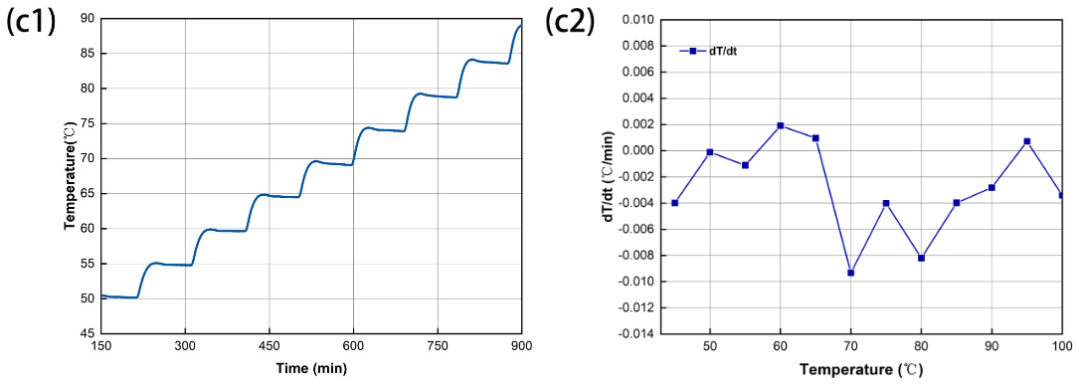
Figure 4: HWS experimental results of aluminum blocks in the case of qualified and unqualified calibration files (a) and (b, c)
4. Key operating points for battery thermal runaway experiment
After completing the pre experiment, the battery thermal runaway experiment can be conducted in "HWS" mode. The experimental points of this step are as follows:
(1) Sample installation
1) The installation position of the battery and sample thermocouple should be consistent with the temperature difference baseline experiment as much as possible;
2) Additional thermocouples, wires, and other components need to be tightly connected to prevent false connections from falling off;
3) Be careful not to align the battery safety valve with the sensor and wires to prevent component damage during the spray valve process;
4) Use a fixture with low Phi value to fix and compress the sample thermocouple. The commonly used clamps currently include metal ribs (Figure 5a) and mica plates (Figure 5b). The mica plate exerts more uniform stress on the battery, but its thermal conductivity is poor. It is necessary to set a longer constant temperature time to achieve equilibrium in the sample temperature.
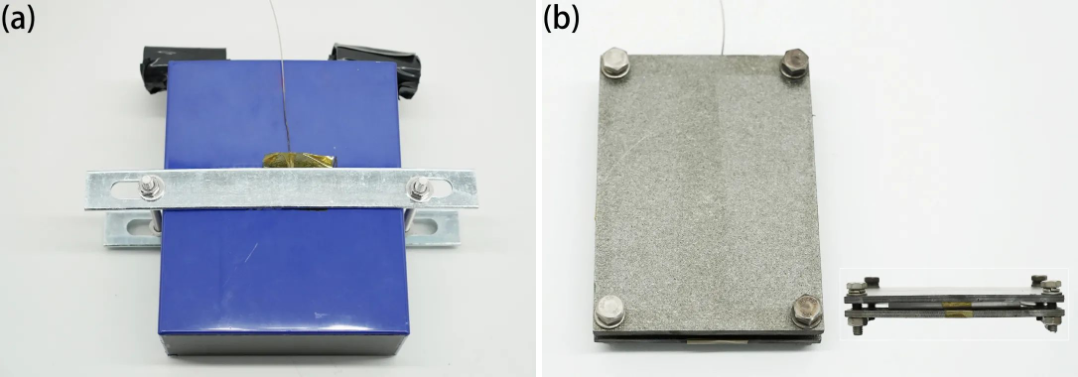
Figure 5 (a) Photos of Metal Ribs and (b) Mica Plate Fixture Installation
5) If the thermocouple is not fixed, during the testing process, there may be poor contact or even premature detachment between the thermocouple and the battery surface due to the battery bulge, which directly leads to abnormal phenomena such as ineffective detection of thermal runaway characteristic temperature, data curve distortion, and early termination of the experiment.
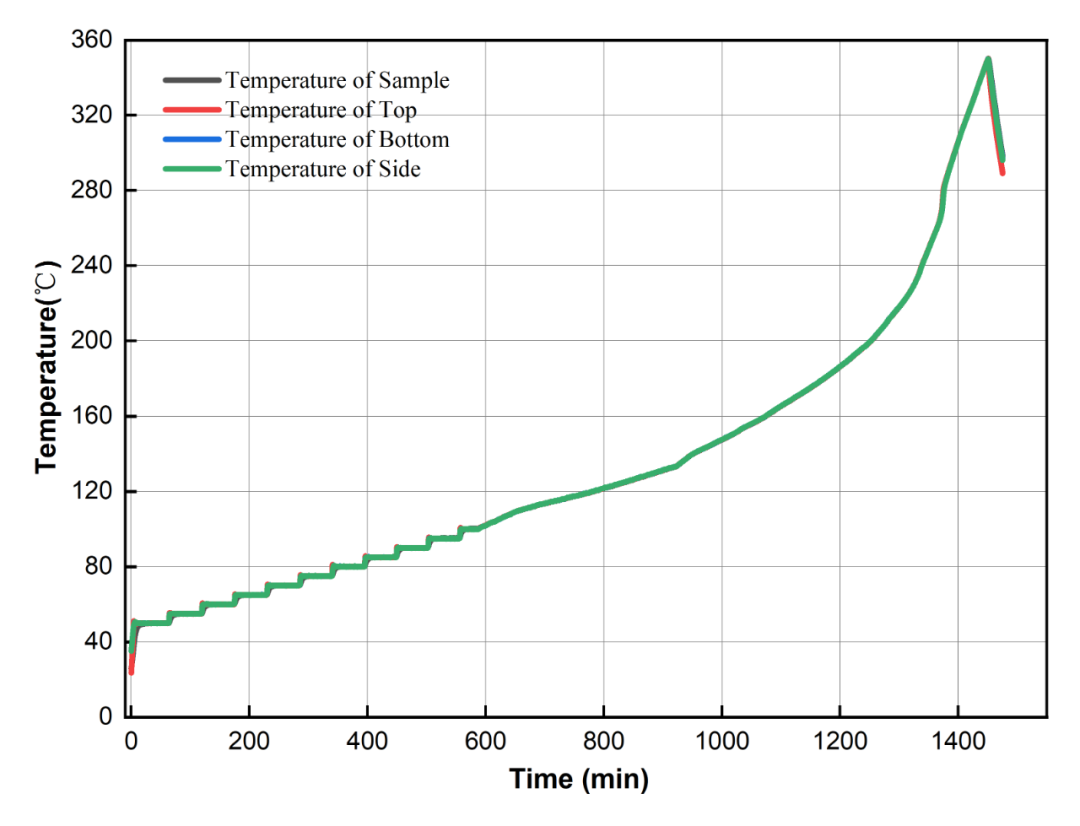
Figure 6 Experimental anomaly caused by unfixed thermocouple - unable to effectively detect Tmax
(2) Determination of the validity of test results
As shown in Figure 7a, generally speaking, the ideal adiabatic thermal runaway curve of a battery has the following characteristics:
1) The temperature of the first step and the first few steps is low, and the battery has not started to self release heat. The heating rate of the sample in the waiting search (W-S) stage after temperature equilibrium is relatively stable, and both are less than the set self release heat detection threshold;
2) The battery begins to self heat release, and the temperature rise rate in the W-S stage gradually increases (the degree of curve warping gradually increases) until it reaches the threshold of 0.02 ℃/min, and begins to enter adiabatic tracking;
3) There is only one Tonset temperature present.
Two Tonsets appear in Figure 7b, and the above phenomenon has a certain probability of occurring, which may be related to the dynamic balance of SEI film decomposition and regeneration, but is more likely the result of unsatisfactory calibration files; Figure 7c was tested using the calibration file from Figure 4c, and the temperature rise rate of adjacent steps fluctuated irregularly, which may result in abnormal results of detecting Tonset multiple times.
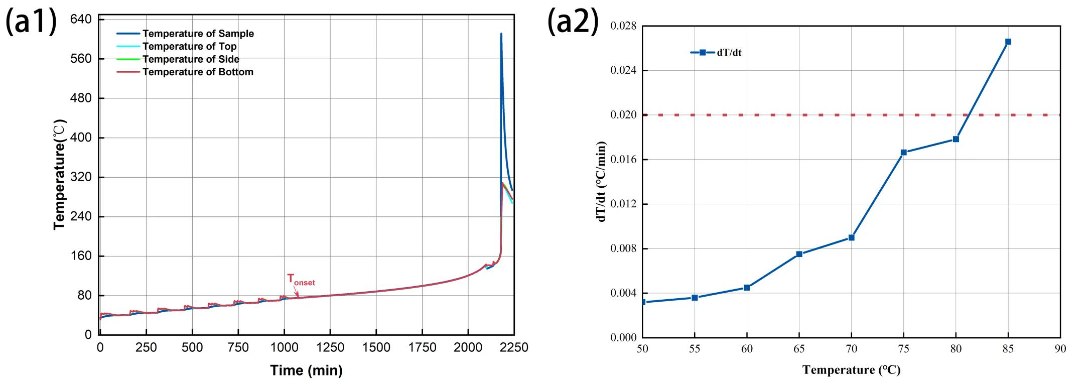
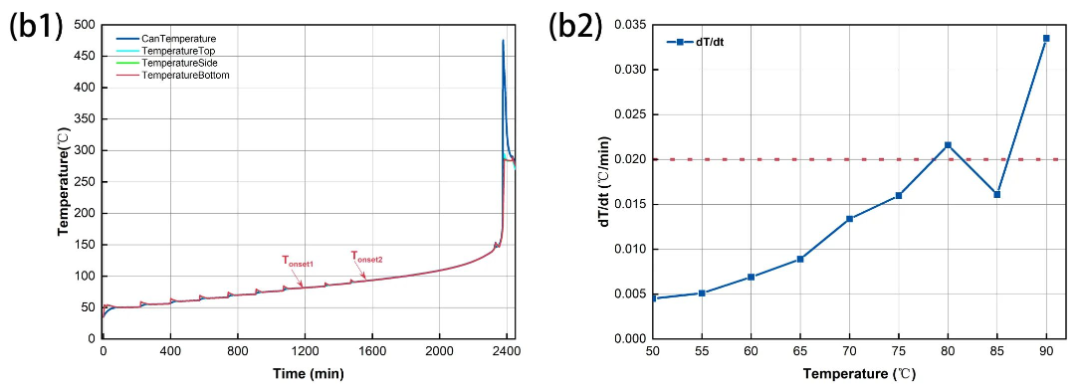
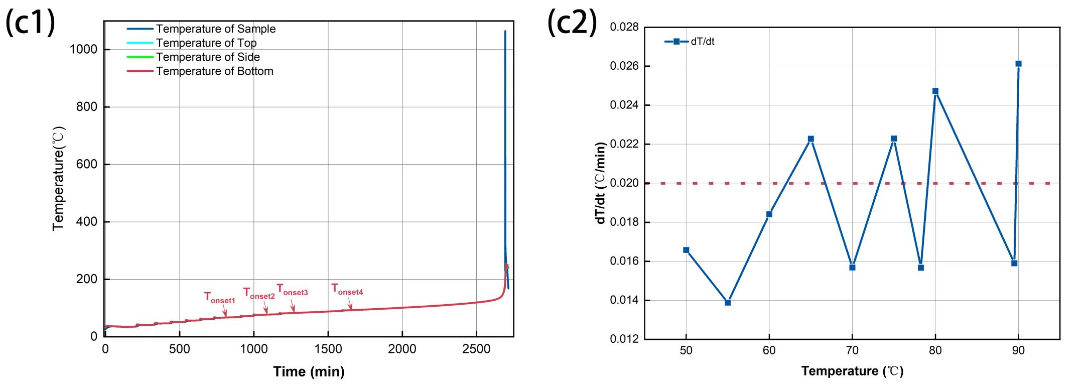
Figure 7 (a) Reasonable and (b, c) Abnormal adiabatic thermal runaway curves of batteries and changes in step temperature rise rate
summary
Establishing experimental operating standards based on an understanding of testing principles is the key to ensuring the success rate and data quality of experiments. Yangyi Technology is willing to explore and improve battery insulation thermal runaway testing methods with users, in order to promote lithium battery safety management technology with accurate and reliable data authenticity.

Lithium ForkLift Batteries ,Ensure Quality
Our lithium battery production line has a complete and scientific quality management system
Ensure the product quality of lithium batteries

Years of experience in producing lithium forklift batteries
Focus on the production of lithium batteries

WE PROMISE TO MAKE EVERY LITHIUM BATTERY WELL
We have a comprehensive explanation of lithium batteries


QUALIFICATION CERTIFICATE
THE QUALITY OF COMPLIANCE PROVIDES GUARANTEE FOR CUSTOMERS
MULTIPLE QUALIFICATION CERTIFICATES TO ENSURE STABLE PRODUCT QUALITY
Providing customers with professional and assured products is the guarantee of our continuous progress.




Applicable brands of our products

| Linde Lithium Forklift Battery | Toyota Lithium Forklift Battery | hyster Lithium Forklift Battery |
| jung Lithium Forklift Battery | enrich Lithium Forklift Battery | hyundai Lithium Forklift Battery |
| still Lithium Forklift Battery | heli Lithium Forklift Battery | hangcha Lithium Forklift Battery |

 Service hotline
Service hotline

details:#21st Bld,Hua Ming Road,Dong Li District,Tianjin,P.R.China
Telephone:+8613662168047
After sales Telephone:+8602284999107
mailbox:inquiry@ener-byte.com
 scan
scan